
Správne nastavenie trieskovej kefy zaisťuje starostlivé čistenie priestoru medzi zubami určeného na vynášanie špon z rezu.
- Pokiaľ je to možné, triesková kefa by mala byť poháňaná.
- Čistí priestor pre triesky medzi zubami a zabraňuje upchávaniu.
- Nikdy nepoužívajte plastové leštiace kefy alebo kefy bez abrazívnych častí.
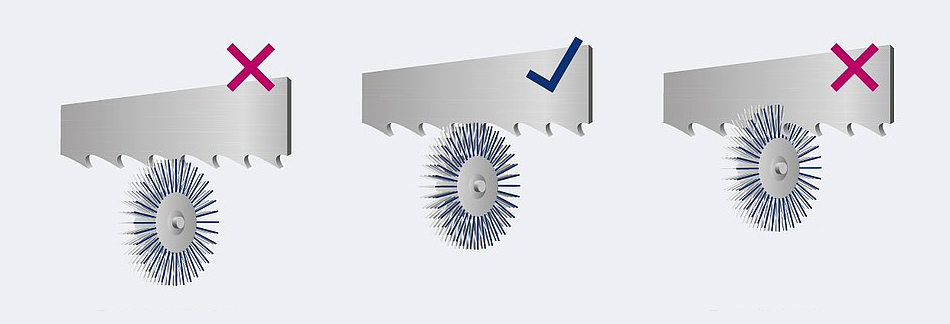
- Nastavte kefu tak, aby sa konce osadených drôtov takmer dotýkali základne zuba.
- Pri použití premenlivej rozteče zubov nastavte špičku kefy, aby sa takmer dotýkala základne zuba s najnižšou výškou.

Pri chladení emulzií je zmes rezného oleja a vody smerovaná na celý obrobok a pílový pás. Pred rezom a uprostred zaisťuje najmä mazanie a chladenie, za rezom oplach.

Systém minimálneho mazania sa uplatní najmä pri rezaní profilov alebo pri špeciálnych prípadoch použitia. Rozstrekom sa nanáša len malé množstvo rezného oleja priamo na rezné hrany.

V prípade mikromazania je dôležité pravidelne kontrolovať správne nastavenie trysiek, aby boli rezné hrany, poprípade tiež chrbát pílového pásu, správne ošetrené.

Zabiehanie pílových pásov
Aby ste dosiahli dobrý výkon a zároveň dlhú životnosť, je nutné pílový pás najskôr zabehnúť a mierne tým zaobliť rezné hrany. Týmto jednoduchým, ale dôležitým krokom si zaistíte spoľahlivosť a efektivitu nástroja.

Obsluha strojov
Využite všetky cesty, ako dosiahnuť dlhšiu životnosť pílových pásov. Prináša to obrovský potenciál úspor, a to nielen pri jednoduchom prepočítaní ceny za rez, ale aj úspory administratívne a prevádzkové vďaka menej častým výmenám.

Príčiny závad
Každý sa s tým niekedy stretne. Pílový pás nereže alebo reže zle. Spôsob a miera poškodenia vie veľa napovedať, aká môže byť príčina závady. Pričom pílový pás je len jedným zo štyroch možných miest, kde pátrať.