
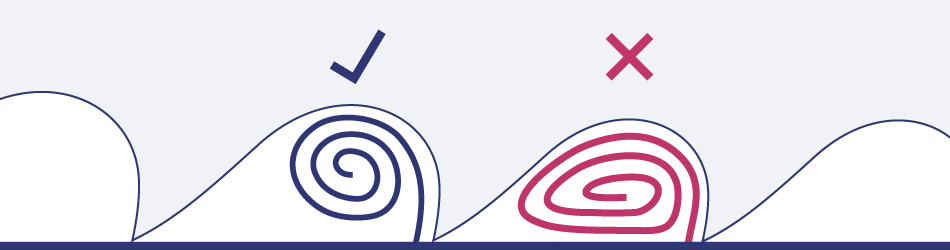
Vzhľad a tvar špon je jedným z najjednoduchších spôsobov, ako vyhodnotiť správnosť nastavených rezných parametrov. Základným parametrom je kapacita zubovej medzery, najmä menších rozstupov pri variabilných ozubeniach.
- Voľne stočená špona vľavo je správnym výsledkom.
- Ťažká a silne zatočená špona značí, že buď nie je vhodne zvolené ozubenie alebo rezné parametre. Takáto špona nadmerne namáha pílový pás a môže spôsobiť jeho poškodenie.

Hrubé, ťažké alebo modré triesky
- príliš vysoký tlak na krátke rezné časy
- vysoký posuv do rezu relatívne k rýchlosti pásu
- nedostatočné chladenie, zlá koncentrácia

Voľne stočené triesky
- správne hodnoty rezu
- pri viacerých zatočených šponách mierne upraviť parametre
- alebo skontrolovať vhodnosť rozstupu zubov

Tenké alebo práškovité triesky
- zvýšiť posuv do rezu alebo spomaliť rýchlosť pásu
- pri strunovitých a zatočených šponách použite väčší rozstup zubov
Príklady upnutia materiálu
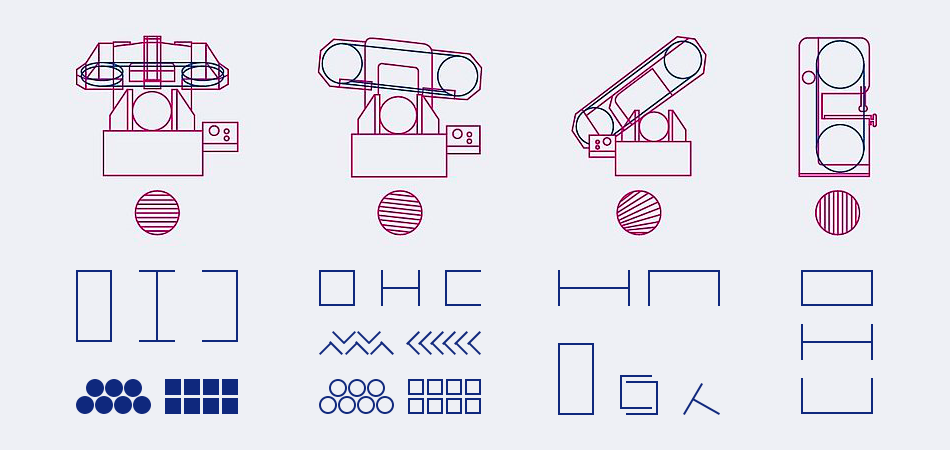
Na obrázku sú znázornené iba niektoré z príkladov možného upnutia materiálu v stroji. Vždy dbajte na pevné zovretie materiálu, aby v žiadnej časti rezu nedochádzalo k vibráciám alebo k pretočeniu v prípade okrúhlych tvarov. Pri dutých či plochých materiáloch, ak to umožňuje situácia, je vždy výhodou skrátiť kontaktnú dĺžku rezu postavením na výšku.
Delenie zväzkov materiálu je možné iba ak je stroj vybavený horným prítlačným zverákom. V prípade, že stroj nedisponuje automatickým hydraulickým podávaním, je vhodné konce materiálu zopnúť svorkami alebo zvariť. Pri zváraní majte ale stroj vždy vypnutý.
- Horizontálny stroj - ideálny na delenie plných materiálov všetkých akostí, nie je príliš vhodný na delenie hranatých profilov.
- Horizontálny stroj s náklonom ramena - ideálny na delenie profilov všetkých tvarov a veľkostí.
- Stroj s kyvným ramenom - univerzálne použitie, obmedzené možnosti delenia materiálov s vysokou pevnosťou v ťahu.
- Vertikálny stroj – väčšinou drobné manuálne rezanie alebo špeciálne automatické systémy.

Životnosť pílových pásov
Zaistenie správnych prevádzkových podmienok je jedným zo základných predpokladov na dosiahnutie perfektných výsledkov. Optimálne je, keď obsluha krok za krokom skontroluje stav stroja a jeho nastavenie pri každej výmene nástroja.

Zabiehanie pílových pásov
Aby ste dosiahli dobrý výkon a zároveň dlhú životnosť, je nutné pílový pás najskôr zabehnúť a mierne tým zaobliť rezné hrany. Týmto jednoduchým, ale dôležitým krokom si zaistíte spoľahlivosť a efektivitu nástroja.

Príčiny závad
Každý sa s tým niekedy stretne. Pílový pás nereže alebo reže zle. Spôsob a miera poškodenia vie veľa napovedať, aká môže byť príčina závady. Pričom pílový pás je len jedným zo štyroch možných miest, kde pátrať.